Products
Hazardous Area Automation
In most process plants it is not feasible to install all automation system components in non-hazardous areas. Protection measures are essential to prevent fires and explosions where hazardous gases and energy sources combine. Fortunately, standards and associated products — when properly designed, installed and maintained — can virtually eliminate the risk of accidental explosions in hazardous areas.
At Highscope our engineers specialise in optimising automation in hazardous locations. We help customers select the most suitable protection method from the three main options — energy limiting, containment or segregation — under either the IEC zone classification or the NEMA class & division system.



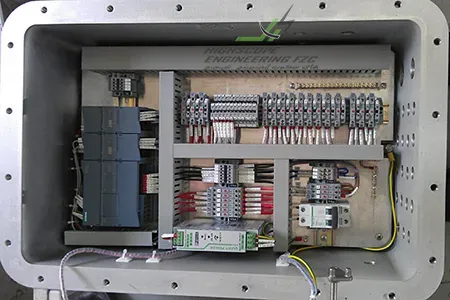

Process package builders must supply PLC-based control systems to the main contractor and integrate them with the client's existing DCS and asset management systems. At Highscope we customise PLC control panels to use conventional 4–20 mA signals for process control while connecting instrument diagnostic information to the plant asset management system. Depending on customer requirements we can also obtain third-party certification for our panels to various international standards.
Application expertise
- •Fuel gas treatment / conditioning plant
- •Produced water treatment
- •Gas sweetening plant
- •Induced gas flotation units
- •Glycol dehydration unit
- •Liquid fuel forwarding package
- •Early production facility
- •Central production facility
- •Fuel farm storage system
- •Sea water injection package on FPSO
- •Sulphur handling system
- •Cement plants
Containerised control rooms
We deliver containerised solutions for operator control rooms housing LV switchgear (MCC), PLC control panels, HVAC, operator stations and distribution boards (MDB, SMDB, DB) — fully wired, fitted and tested, and designed for harsh environments. Generator control and synchronisation panels can be integrated to enable liquid-fuel power generation.
Our Associates